
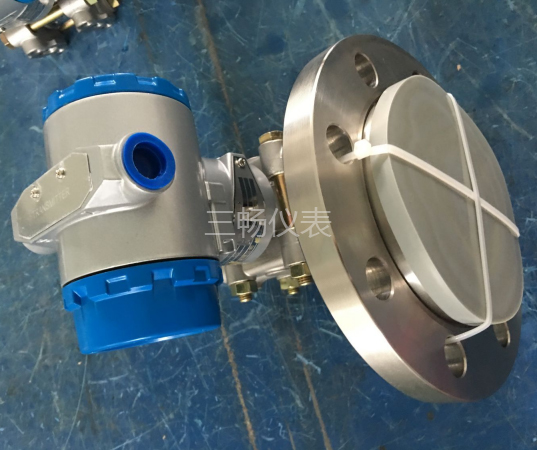
ժ Ҫ����;�����֬�A����ϵ�y��Ҫ��ʯ�ۃ��Ϲޡ�ʯ�ۚ����Y��ʯ��ι�ς}��ʯ�ۺ͘�֬�Ļ��ϙC������}����Ӹ�Ĥ�õ���Ҫ�O�䣬�Լ��@ʾ�Ϳ�����λ������ʽ��λ�_�P������ʽ��λ�_�P��Ĥʽ��λӋ�M�ɣ�ͨ�^ PLC ���ƹF�A����ϵ�y���B�m���a������Ҫ�˹�������
��;�����֬�A����ϵ�y�����a��;�����֬�^�̄���һ�����g�^�̣���;�����֬�^�̄���Ҫ������ú�V�������֧�o����;�����֬�A����ϵ�y��Ҫ��ʯ�ۃ��Ϲޡ�ʯ�ۚ����Y��ʯ��ι�ς}��ʯ�ۺ͘�֬�Ļ��ϙC������}����Ӹ�Ĥ�õ���Ҫ�O�䣬�Լ��@ʾ�Ϳ�����λ������ʽ��λ�_�P������ʽ��λ�_�P��Ĥʽ��λӋ��ͨ�^ PLC ���ƹF�A����ϵ�y���B�m���a����;�����֬�A���Ͽ���ϵ�y����Ҫ�˹��������܉�ֱ�^�@ʾ��λ�Ġ�B�������F���ϲ������λ�r���܉����ʾ�����ˆT��
�����_�P������Ļ����ϰ��b��һ����늾��w��ʹ�����_�P��һ���l������ӣ��������_�P�����������������ӵ��l�ʺͷ��ȕ��l��׃�����əz�y�·��ݔ�����̖�D�Q��һ���_�P��̖ݔ���������_�P�ж�Nݔ����ʽ��2 ���� AC��2 ���� DC��3 ���� PNP/NPN �;��w�ܡ�
���늉���220VAV/24VDC
�����ضȣ�
���w -30~150��
�x�� -20~70��
������������ 2Mpa
���|�ܶȣ�#�� 0.6g/cm3
ݔ����ʽ��һ�M�^���ݔ����AC 220V/3A��DC 30V/3A��
ݔ���ӕr��1~20 ����{
�`���ȣ�1~10 �����{
���ģ�1W
���b�ӿڣ��F�� G1"
늚�ӿڣ�M20×1.5
������λӋ������늙C���^�p�ٺ��ӱO�y�~Ƭ�������D�������ϵ���λ���_�~Ƭ��λ�Õr���~Ƭ�ܵ��������D�ٰl��׃�����z�y�C������l��һ��λ������shou���|�lһ�����_�P��ݔ��һ�����ϵ���̖����һ�����_�P�Д�늙C���Դ������λ�l��׃�����~Ƭ�����ܵ����������ɻ֏ͳ��B�����_�Pʹ늙C�Դ��ͨ�����l���]�е���̖��
��;���ϡ����ޜy��
ݔ�����_�P��̖
�~Ƭ�D�٣�2.5 �D/��
���c������220V/3A��AC��
���|�ܶȣ�≥0.2g/cm���^���~Ƭ��
���Ϝضȣ�-10��80�棬-20~250��
�`���ȣ���n���{���Cо��
���b��ʽ�����m���b G1.5″�ݼy
�h���ضȣ�-10��80��
����Դ��36V��110V��220V��AC
��늹��ʣ�<3W
������λӋ������ʽ��λ�_�P����ʯ�ۃ��Ϲ�ʯ��ι�ς}�ĸߡ�����λ������ʽ��λ�_�P���ڂ��b̽�y���ރ��Ƿ����ϣ�����ʽ��λ�_�P������b�y����λ�Ƿ�λ������λ���r�l������̖������ʽ�_�P������ʽ�_�P�M��ʹ���ڴ��͵��Ϲޣ��܉�ֱ�^�O�y��λ��׃����ݔ�뵽 PLC�����F�Ԅӻ����ơ�
��Ĥʽ����׃����ͨ�^�z�y��������׃������������׃���D׃��˜���̖��������ֱ��������ĤƬ�ı��棬ʹĤƬ�l��׃�Σ��z�y�·��С��׃���D�Q��˜���̖��
Һ�w���Ϲͻ�ς}�ײ���Ҫ���ø�Ĥʽ����׃�������������͂}�ĸ߶��x����m�ĉ���׃��������������̖�D�Q�� 4~20mA�˜���̖ݔ�뵽ģ�M��ģ�K��
�ɾ�����������V�������ڹ��I�Ԅӻ����ƣ����T�� PLC �������ǿ���ϵ�y�ĺ����������ɾ��̿���ϵ�y��Ҫ���� S7-200 ���������_�P����ģ�M��ݔ���ݔ��ģ�K��ͨ�^���������Ԍ��FӋ�㡢���^�����r��Ӌ�r���\���߉�\�㹦�ܡ����T�� S7-200 �ɾ��̿����������cһ���� 256 �c֮�ȣ��m���چΙC���ƻ�С��ϵ�y�Ŀ��ơ�̎���ٶ� 0.8~1.2ms�����A�� 2k�������� 248 �c��ģ�M�� 35 ·��
���T�� 7.5"��ɫ�|�������܉�ֱ�^�@ʾϵ�y�\�еą�����������Ļ��ֱ�����O�Å������|������ CPU �C�����|�����Ͽ����\
�Ѕ����M���O�ã����m�r���@ʾ��ǰ�Ĺ�����B�����F׃�l������ λ��늙C�Ȯ����r�����l������̖�������r���P�]�\��ϵ�y�����o�O�䲻���p�ġ��z���}�̻����}늙C��׃�l�����ƣ�1 �_ 11kW ����׃�l������ 2 �_ 5.5kW 늙C��ͨ�^��׃׃�l�����l�ʌ��F�D�ٿ��{��ʹ 2�_늙C������ͬ���D���\�D��׃�l��������·��Ҫ�ǽo����늄әC�ṩ�{���{�l�Դ������D׃�����ƻ�·��Ҫ�ǽo����늄әC��늵�����·�ṩ������̖�Ļ�·�������l�ʡ�늉����\���·��ͨ�^�ⲿ�y���ٶȡ��D���c�z�y��·���l�ʡ�늉��M�б��^����Q��ݔ�����l�ʺ�늉������o�·���ԙz�y����·��늉�����������l���^�����^���r��ֹͣ��������ֹ������׃����늄әC��
׃�l����ͨ�^��׃늙C�����Դ���l�ʿ���늙C���O�䣬׃�l����Ҫ���������V������ ׃���Ƅӡ��ӵ�̎���Ԫ�M�ɣ�׃�l�����Ȳ� IGBT���^�����p�O�����O�ܣ�������ݔ��늉����l�ʣ��Ķ��_�����ܡ��{�ٵ�Ŀ�ġ�ͨ�^ PLC��ݔ��ģ�K��ݔ��ģ�KӲ�����x���Լ���������׃�l�����x�ͣ�#�KҪͨ�^���̌��F�Ԅӻ����ƵĹ��ܡ�����Ҫ���F�Ĺ����г�߉�Pϵ�D���D׃�����ΈD��ݔ�뵽 PLC �������������OӋҪ���M�а��b���{ԇ��CPU ģ�K�ϵĹ�����ʽ���Դ� RUN �\�Р�B�� TERM �{ԇ��B�������������r�_�� RUN λ�ã�����Ҫ�������M���ĕr�_�� TERM λ�á��ڳ�������^���У�ֱ���xȡݔ��ݔ��ģ�K�� ON/OFF ��B����ֱ�ӌ�ݔ���� ON/OFF ��B�͵�ݔ��ģ�K��CPU �Ȳ������̵�������Β��赽 END ָ��Y����һ�εĈ��Еr�g��һ�Β���r�g��ݔ����͡�������С�ݔ�����������^�̡�
ݔ��ģ�K�֞��_�P����ģ�M��ݔ�룬��������Һλ�_�P������ʽ��λ�_�P���_�P��̖����Ĥʽ����׃������ģ�M��̖��ݔ��ģ�K��ݔ���B���͵� CPU �ļĴ����ȣ�ÿ�Β���ǰ���¼Ĵ����Ġ�B��ݔ����B�ļĴ�����ݔ�����ͽoݔ��ģ�K��ֱ�ӿ���늴��y���ⲿ�������Ȳ��^���ֻ�� CPU �Ȳ��M��̎���������ⲿݔ���� CPU �Ȳ��o���^������p�����ⲿ�^����ĽӾ���ʹ�ø����Ρ����㡣���ϵĔ���r�g���O���\�Еr�g�Ŀ��ƿ�ͨ�^ CPU �Ȳ����r���M���O�������r���� 0.1s��0.01s �ȶ�N�r�g�����r�����O���r�g�ԄӴ����������ļĴ����С�
��ϙC�����A���O���ą��������N�����M���B�m��ϣ����a���^�̄����Ʒ����;�����֬�^�̄��A���Ͽ���ϵ�y�����ɲ��֣�һ���ǹ̻����A���ϣ�һ�����z���A���ϡ��ɂ�����ϵ�y�����քӺ��ԄӃɷN������B���ڃɷN������B�£���������λ�ڵ�λ�r������λ���o�����ϱõ�늙C�o�����ӡ���ι�ς}����λ�ڸ�λ�r�������YҲ�o�����ӡ���ι�ς}����λ�ڵ�λ�r�����ϙC�o�����ӡ���λ���F�i���ơ������քӿ��Ơ�B��ÿ�_늙C�Ć��Ӻ�ֹͣ���քӿ��ơ������ԄӠ�B�£�shou���_�C�r�����늙C������ϵ�y�����O���õĄ����\�D��
��;�����֬�A���Ͽ���ϵ�y�����÷۠������������غ͚���ݔ�ͣ�Һ�wԭ��ʹ���X݆Ӌ����ݔ�ͣ������ݔ��Ч�ʣ���ϙC�M���B�m�\�У������ԭ���˹�Ͷ�ϣ������˹��˄ڄӏ��ȣ���������aЧ�ʣ����F�o�˱O�أ��Ԅӻ����a��











 �Pע�҂� ���F���A
�Pע�҂� ���F���A